Tips for cutting Carbon Steel with Fiber Laser Cutting Machines
Discover expert tips for optimizing carbon steel cutting with fiber laser machines. Learn advanced techniques for improving perforation, reducing slag, and achieving precision cuts.

Cici
Feb 11, 2025Use Fiber Laser to Cut Carbon Steel.





When cutting carbon steel with a fiber laser, precision in perforation is essential for ensuring smooth and efficient cutting. Below are some expert suggestions for optimizing perforation and overall cutting performance.
Perforation Optimization Tips:
1. Increase Peak Power: Use 70%-100% of peak power to improve perforation efficiency. This helps in rapidly breaking through the surface of carbon steel.
2. Ensure Laser Centering: Proper laser alignment is crucial. Adjust the perforation focus to about -6 to achieve better results.
3. Air Pressure Settings: Keep oxygen pressure consistent between perforation and cutting, typically around 1 bar for carbon steel.
4. Multi-Level Perforation: Between perforation stages, stop the light and use a burst of air. This technique helps prevent hole bursting.
5. Adjust Perforation Frequency: At the third stage of perforation (high position), match frequency and dwell time for smooth slag removal and improved cutting stability. Use frequencies around 500-800Hz, with a dwell time of about 100ms. The focus should be between 0 and +2.
6. Duty Cycle Management: Gradually increase the duty cycle from 35% to 75%, stepping up from level 3 to level 1 to ensure a smooth transition through the perforation stages.
7. Cutting Height Adjustments: Adjust the cutting height for each perforation level: 20mm for level 3, 15mm for level 2, and 10mm for level 1.
8. Frequency Settings: Use frequencies of 100-300Hz for levels 1 and 2 perforation to maintain consistent cutting performance.
9. Focus Settings by Level: Set the focus between -6 and -2 for levels 1 and 2, and between 0 and +2 for level 3. Positive focus at level 3, combined with high power and frequency, creates a small groove, easing the subsequent cutting process by thinning the plate and helping slag removal.
10. Pulse Perforation Technique: Most perforation methods for carbon steel involve pulse lasers. High peak power in each pulse melts a small amount of material, aided by oxygen, allowing for stable cutting with minimal slag formation.
Specific commissioning results will be determined based on on-site conditions; the content of this article is for reference only.
For thin carbon steel, air perforation with low power, low duty cycle, and high frequency can minimize slag and create a cleaner starting point for the cut.
Fine-Tuning Your Carbon Steel Cutting Process
Once you have mastered the basics of perforation, you can begin to fine-tune the cutting process to enhance both precision and efficiency. Below are some advanced debugging techniques to help ensure optimal results.
Debugging Tips for Improved Cutting Performance
Maximizing the Bisection Method:
· The bisection method is ideal for finding the optimal focus point. Start by selecting the midpoint of the focus range, then gradually narrow it down by halving the range with each adjustment. This method allows for precise fine-tuning of focus, pressure, and speed.
Bright Surface Cutting:
· For bright surface cutting, use a larger focus and a smaller nozzle. This combination increases the spot diameter, ideal for cutting thick carbon steel, and improves the molten steel flow by reducing the slope of the cutting seam.
Choosing the Right Nozzle: Single vs. Double Nozzles
For Beginners:
· Single nozzles are generally suitable for air or nitrogen cutting, while double nozzles are better for oxygen cutting.
During High-Power Tuning:
· Break traditional assumptions. In some cases, using a single nozzle for oxygen cutting in high-power scenarios may yield better stability and surface finish than a double nozzle.
Managing Nozzle Overheating:
· When cutting thick carbon steel with high-power lasers, overheating can affect the capacitance of the ceramic ring and destabilize the cutting head. Test the nozzle temperature under full power and use additional cooling methods, such as air or water-cooling systems, to prevent overheating.

Solving Common Issues in Carbon Steel Cutting
When cutting thick carbon steel with oxygen, nitrogen, or air, issues like slag formation, spatter, or sectional patterns can arise. Below are common problems and solutions.
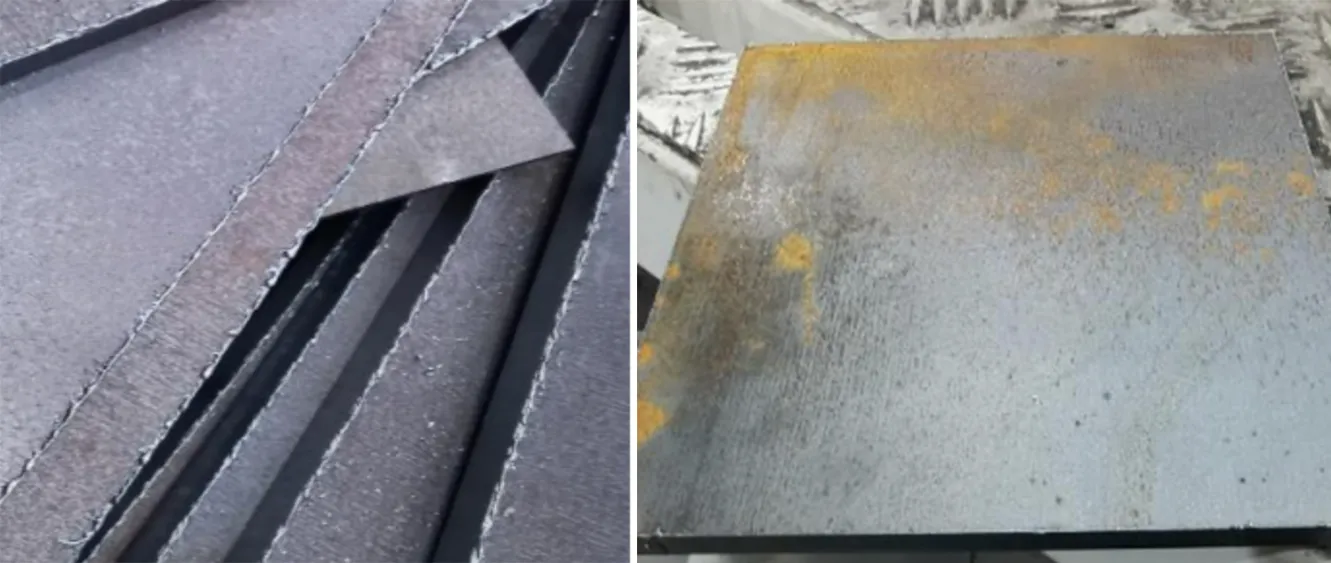
Problem 1: Large Sectional Patterns on Thick Carbon Steel (40mm+) with Oxygen
Increase the Cutting Focus
For carbon steel thicker than 40mm, raise the cutting focus to +15 or higher. A higher focus improves the cut quality, resulting in smaller sectional patterns.
Increase the Nozzle Height
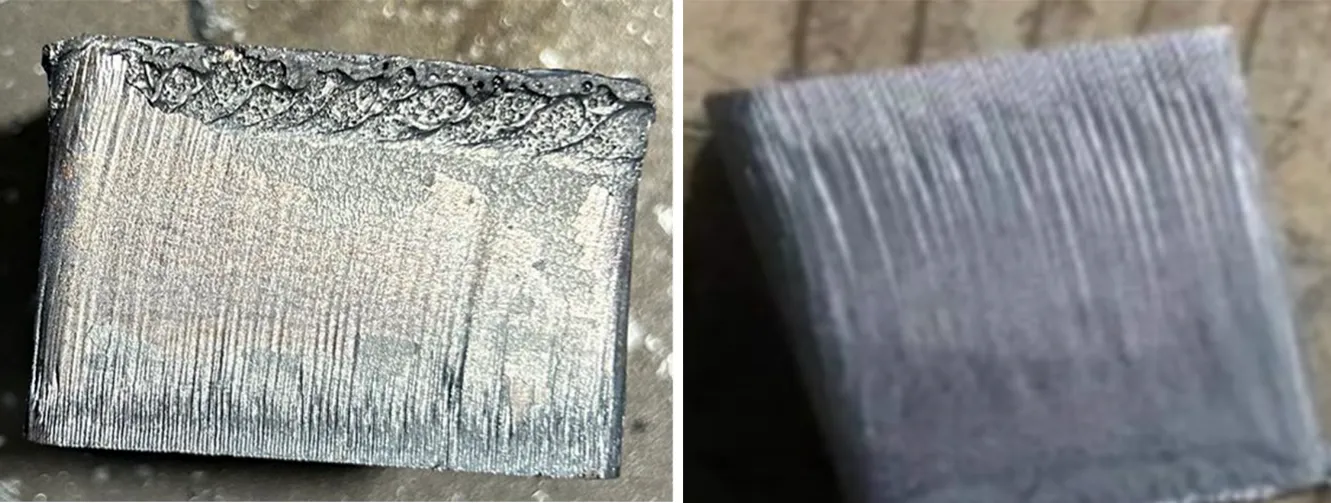
Raise the nozzle height to around 1.4mm. Compared to a height of 0.3mm, this reduces the size of the patterns on the cut surface, but it may increase the taper of the cut.
Key Insight: The higher the focus, the smoother the cut. Increasing the height of the nozzle mimics increasing the focus, which improves the surface quality.

Nozzle height 0.3 vs Nozzle height 1.4
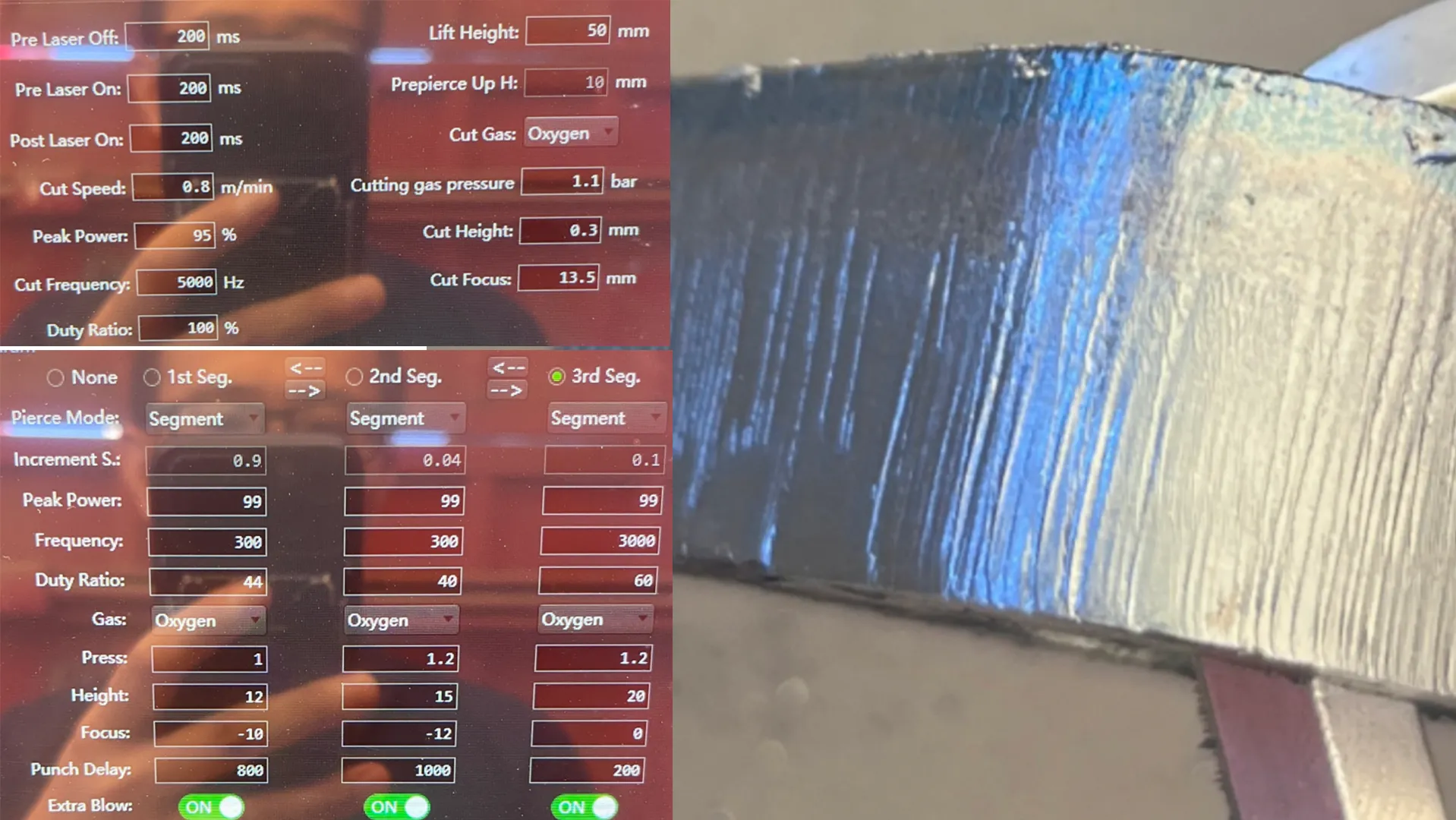
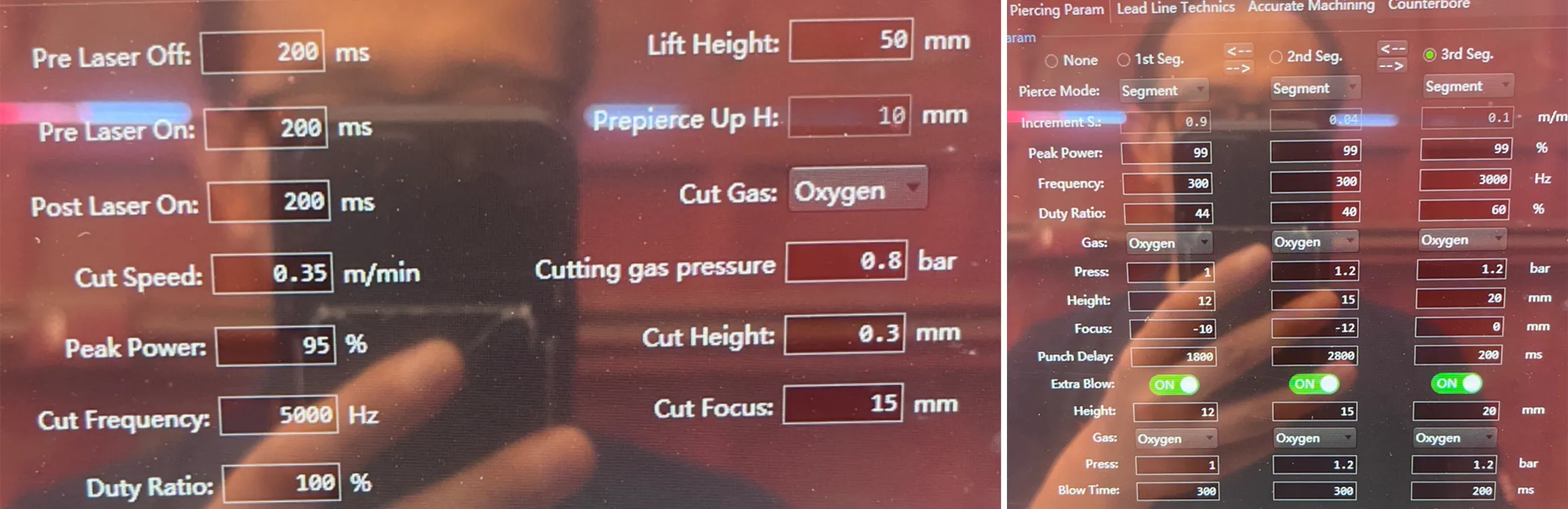
Problem 2: Problem 2: Slag Hanging at the Bottom (45mm Carbon Steel)
Further Reduce Cutting Speed
Slowing down the cutting speed allows the laser to penetrate better, reducing the amount of slag.
Lower the Cutting Focus and Increase Air Pressure
Reducing the focus and increasing the air pressure improves cutting performance, especially at the bottom of the material.
Problem 3: Surface Spatter with Nitrogen or Air
Raise the Focus
Increasing the focus helps reduce surface spatter during cutting.
Reduce the Air Pressure
Lowering the air pressure can also minimize the amount of spatter that sticks to the surface.

Problem 4: Hard Slag Formation with Nitrogen or Air
Lower the Focus
Decreasing the focus helps reduce the formation of hard slag.
Increase the Cutting Speed
Faster cutting speeds help prevent the material from overheating, which reduces slag formation.
Use a Smaller Nozzle Diameter
A smaller nozzle concentrates the gas flow and improves cutting precision, reducing slag buildup.
More cutting questions and answers:Efficiency first - 10 common laser metal cutting quality defects and how to avoid them
Example Cutting Parameters for Carbon Steel with 6kW Lasers
Finally, understanding the recommended parameters for specific cutting scenarios can help further ensure successful results. Whether you’re cutting carbon steel with 6kW lasers or optimizing nozzle heating, these parameter adjustments can guide you to achieve the best possible cuts.
Specific commissioning results will be determined based on on-site conditions; the content of this article is for reference only.
20mm Carbon Steel Plate (Oxygen Cutting): Start with nozzle sizes 1.6/1.5/1.4, adjusting based on plate size.
25mm Carbon Steel Plate (Oxygen Cutting): Nozzle sizes 1.6/1.8/2.0. Activate cooling gas before starting the cut, and use a vortex tube to maintain nozzle temperature.
Remember, the larger the focus, the better the cutting effect, but this also increases nozzle heating. Always monitor and control nozzle temperature for the best cutting results.
Conclusion
Perforating and cutting carbon steel with fiber laser machines involves a fine balance of power, precision, and parameters. By implementing these advanced techniques, professionals can enhance their cutting efficiency, reduce defects, and improve overall cutting quality. As always, continuous adjustments to focus, nozzle size, and cutting speed are key to mastering carbon steel cutting.
Ready to Optimize Your Carbon Steel Cutting?
Enhance your cutting precision and efficiency with the latest fiber laser technology. Whether you're looking to fine-tune your existing process or explore advanced laser cutting solutions, our team is here to help you achieve the best results. Contact us today to learn more about our cutting-edge fiber laser machines, or request a personalized consultation to discuss how we can help elevate your cutting performance.
Leave a comment
Your email address will not be published. Required fields are marked*