How to Choose Assist Gas for Laser Cutting
From preventing burrs on stainless steel to ensuring smooth cuts on thick carbon steel, we’ll guide you through solutions to common cutting challenges. Discover how the right assist gas can elevate your laser cutting projects to the next level.

Enci
Jan 22, 2025Trending and helpful laser knowledge for your success.





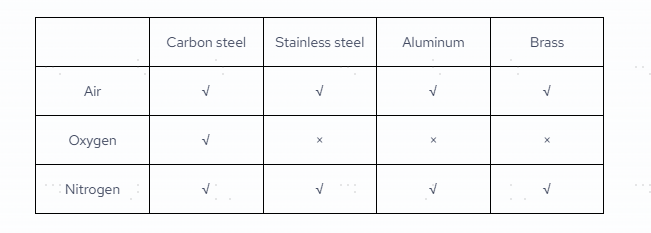
Laser cutting is a versatile and widely used technique in various industries. Selecting the appropriate assist gas is a critical factor in achieving optimal laser cutting results. Whether working with carbon steel, stainless steel, aluminum, or brass, the right gas can significantly impact cutting quality, speed, and overall efficiency. This blog explores the three most common assist gases— air, oxygen, and nitrogen—detailing their advantages, best applications, and problem-solving tips. From preventing burrs on stainless steel to ensuring smooth cuts on thick carbon steel, we’ll guide you through solutions to common cutting challenges. Discover how the right assist gas can elevate your laser cutting projects to the next level.

1. Air
Compressed air is versatile and can be used across various materials, making it a flexible choice for different projects without needing to switch gases. Air is readily available and does not require storage in pressurized tanks. While not as precise as nitrogen, it still provides decent cutting quality for various materials, especially thin metals like stainless steel, carbon steel, and aluminum.
2. Oxygen
Regarding steel cutting, oxygen is the preferred gas to assist in getting the job done. Laser cutting with oxygen creates an exothermic reaction, burning the material, while heat and light create additional energy. Due to the nature of laser cutting, an appropriate amount of power must be administered to ensure that more burning is needed to generate a sufficient cut. Because oxygen does 60 percent of the work in support of the laser, cutting speed is slowed down, especially when used on thinner pieces of steel.
3. Nitrogen
High-pressure nitrogen is most commonly used to cut stainless steel and aluminum, no matter the thickness. The inert gas is preferred for these materials because it cuts without causing oxidation, which leads to rusting. As a shielding gas, nitrogen halts the burning process, instead vaporizing material for a clean cut using high pressures. It is the preferred assist gas for most applications in the laser cutting market.
Choosing appropriate assist gas for diffrent material is just the first step. There still are factors you need to consider. In the following part, we will analyze how to select assist gas according to thickness, cost, and quality.
1. Thickness
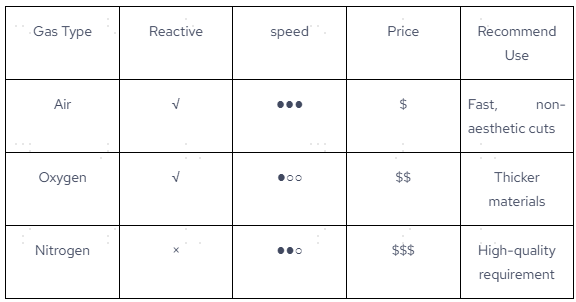
When selecting an assist gas for laser cutting, material thickness is a key factor. Compressed air is ideal for thin to medium materials (up to ~6 mm), offering a cost-effective solution but with moderate edge quality, making it suitable for non-critical applications. Oxyge is the best choice for cutting thicker carbon steel (6 mm and above) due to its exothermic reaction, which increases cutting speed, though it may result in rough, oxidized edges. Nitrogen on the other hand, works well for both thin and thick materials, particularly stainless steel and aluminum, providing clean, oxidation-free edges, though at a higher cost, especially for thicker materials. Each gas offers a unique advantage based on material thickness, helping to balance cutting speed, quality, and cost.

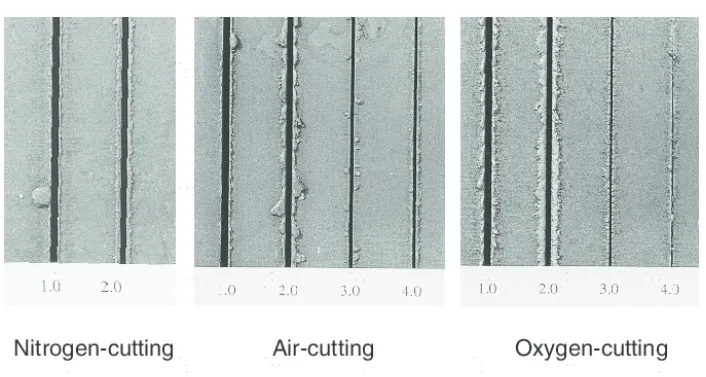
2. Quality
During oxygen-assisted cutting, the chemical reaction increases as the gas pressure and flow rate increase. This leads to an increase in heat in the workpiece, which increases the melting of the edges and the formation of oxides on the cut edges, blackening the surface of the workpiece, which results in the need to clean the workpiece. Although air cutting is faster than oxygen, the oxygen content of compressed air, which is about 20%, makes air cutting just as susceptible to partially blackening the workpiece. Air cut surfaces may also produce burrs, which may require secondary machining.
Therefore, when you want to ensure the quality, nitrogen is your best choice. Nitrogen produces the best edge quality at an economical price in most aluminum, mild steel, galvanized steel and ultra-high ss automotive steel applications. When cutting with nitrogen as an auxiliary gas, nitrogen creates a protective atmosphere around the molten metal, preventing the material from oxidizing and avoiding the formation of oxide films for oxidation-free cutting.
3. Cost
Compressed air offers a significant cost advantage in laser cutting due to its availability and low cost compared to specialized gases like oxygen and nitrogen. It can be generated on-site using standard air compressors, eliminating the need for purchasing, storing, and handling gas cylinders, which reduces overall operating expenses. Facilities using compressed air also benefit from a lower upfront investment since they avoid the costs associated with specialized gas systems. In summary, compressed air is the most budget-friendly option for laser cutting, offering the lowest operating costs, particularly for thin to medium-thickness materials, albeit with a trade-off in edge quality.
Frequently Asked Questions & Solutions
Q: What can I do when cutting thick carbon steel with oxygen and the cut surface has large grooves?
A: To improve the surface quality
1. Raise the focal point: For carbon steel thicker than 40mm, increase the focus by at least +15mm to achieve smoother cuts.
2. Increase nozzle height: Raise the nozzle height to around 1.4mm. This will reduce the grooves, but be aware that it may increase the taper of the cut.
(The above adjusted values are for reference only, the specific parameters need to be fine-tuned according to the actual processing situation)
Q: What should I do if slag forms at the bottom when cutting 45mm thick carbon steel?
A: You can try the following:
1. Lower the cutting speed: slower speed helps reduce slag formation.
2. Lower the focal point and increase gas pressure: This combination promotes an optimal oxidation reaction, reducing grooves and slag.
Q: How can I avoid burrs when cutting stainless steel with nitrogen?
A: To minimize burrs and achieve a smooth cut:
·1. Lower the focal point: This will help prevent burrs.
·2. Increase the nozzle diameter: Using a larger nozzle ensures a cleaner cut.
·3. Reduce the duty cycle: Adjusting the duty cycle can also improve the cut quality.
Q: What causes blackened cut surfaces when air-cutting stainless steel, and how can I prevent it?
A: Blackened surface can result from slow cutting speeds, as the cut surface reacts with the air for too long. To avoid this:
·Increase the cutting speed: Faster speeds will prevent extended exposure to air and reduce blackening.
Q: What should I do if flying slag sticks to the surface when cutting carbon steel with nitrogen or air?
A: To minimize flying slag:
1. Raise the focal point: Increasing the focal point will help.
2. Lower the gas pressure: Reducing the pressure can also prevent slag from sticking.
Q: How can I avoid hardened slag when cutting carbon steel with nitrogen or air?
A: To reduce hardened slag:
1. Lower the focal point: This will help decrease slag formation.
2. Increase the cutting speed: Faster speeds can prevent slag buildup.
3. Use a smaller nozzle diameter: This helps achieve finer cuts with less slag.
If you have more questions about assist gas selection or laser cutting, leave your information here to connect with our expert team to get tailored solution.