



Efficiency first - All factors about your metal laser cutting quality
Laser cutting is the most important application technology in the laser processing industry. It is also the earliest and most used processing method in laser processing. Because of its many advantages, it has been widely used in automobile manufacturing, aviation, shipbuilding, railway equipment, industrial automation, national defense, building materials and other industries. With the advantages of accurate, fast, simple operation and high degree of automation, laser cutting has become the first choice for manufacturers in the above industries to improve metal processing efficiency.
As an advanced cutting equipment, laser cutting machine can cut metal sheets or tubes with high efficiency and quality. However, if you want to maximize the cutting efficiency of the fiber laser cutting machine, first, you need to ensure high cutting quality when processing.
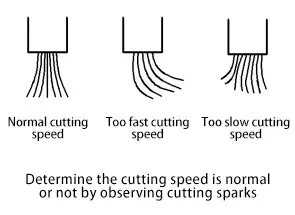
1. Cutting quality and cutting speed
For metal materials, when other process variables remain constant, a satisfactory cutting quality is ensured with the laser cutting speed kept in a relative adjustment range. The adjustment range is slightly wider than that of thick workpieces when cutting thin metals. No matter what kind of metal is cut, the cutting result is the best when the cutting speed is consistent with the material characteristics of the workpiece. Too fast or too slow speed will affect the quality of laser cutting. For example, if the cutting speed is too fast, the steel sheet cannot be penetrated, causing sparks to splash, generating slags, and even burning the lens. If the cutting speed is too slow, it is easy to cause over melting of the material, widening of the cutting seam, and even over burning of workpiece.
2. Cutting quality and focus position adjustment
When the focus is at the best position, the cutting kerf is the narrowest, the efficiency is the highest, and the best cutting speed can obtain the best cutting result.
After determining what focal length lens to use, the relative position between the focus and the workpiece surface is particularly important to ensure the cutting quality. Because the power density at the focus is the highest, in most cases, the focus position is just on the workpiece surface or slightly below the surface during cutting. In the whole cutting process, it is an important condition to ensure that the relative position between the focus and the workpiece is constant to obtain stable cutting quality. Sometimes, the lens is heated due to poor cooling during operation, resulting in focal length changes, which requires timely adjustment of the focus position.
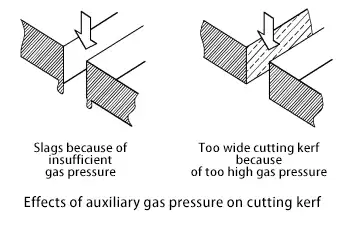
3. Cutting quality and auxiliary gas pressure
Generally, auxiliary gas is required when cutting metal material. The problem mainly involves the type and pressure of auxiliary gas. The auxiliary gas is usuall sprayed out coaxially with the laser beam to protect the lens from pollution and blow away the slag at the bottom of the cutting area. Under the premise of ensuring auxiliary gas, the gas pressure is a very important factor. When cutting thin materials at high speed, higher gas pressure is required to prevent slag sticking on the back of the cut material (hot slag sticking to the workpiece will also damage the cutting edge). When the material thickness increases or the cutting speed is slow, the gas pressure should be appropriately reduced.
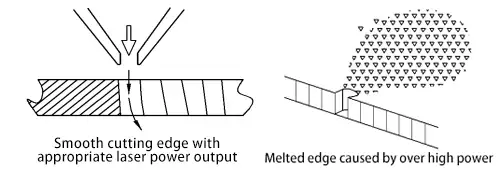
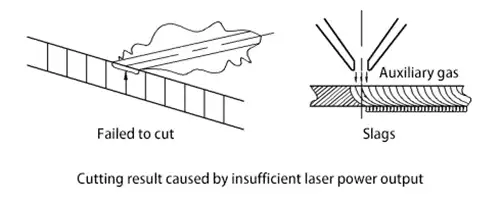
4. Cutting quality and laser output power
The laser output power directly affects the cutting thickness of workpiece. Higher cutting thickness capability comes with higher laser power. What’s more, the laser power also affects the dimensional accuracy of the workpiece, the width of the slit, the roughness of the cutting surface and the width of the heat affected zone.
5. Cutting quality and nozzle
The coaxiality between the nozzle outlet hole center and the laser beam is one of the important factors affecting the quality of laser cutting, and the thicker the workpiece, the greater the influence. When the nozzle is deformed or has dross, it will directly affect the coaxiality, resulting in uneven air discharge of auxiliary gas, and there is slags on one side of the cutting section. When the cutting workpiece has a sharp angle or a small angle, it is easy to over melt, and the thick sheets may not even be cut. In addition, the off-center nozzle and laser beam will also lead to the instability of the piercing.
To sum up, although the factors affecting laser cutting are complex, like cutting speed, focus position, auxiliary gas pressure, laser power and nozzle are the five most important variables. During the cutting process, if the cutting quality is found to be significantly worse, the factors discussed above should be checked first.
